走进捷菱机械
浙江捷菱智能装备有限公司专业设计、制造、销售:涂装设备、制动盘自动喷涂设备、后视镜自动喷涂生产线、玻璃烤漆生产线、玻璃喷漆机、太阳能光伏玻璃减反射膜镀膜生产线、隔热玻璃镀膜生产线等。
创造了具有时代意义和深远影响力的“捷菱”品牌;其产品在全方位立体的营销服务网络中,遍布全国各省市,远销新加坡、新西兰、越南、印度、中东、欧美等10多个国家和地区。








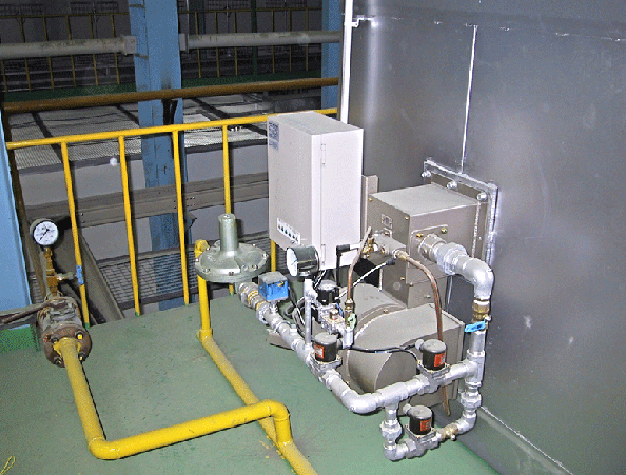
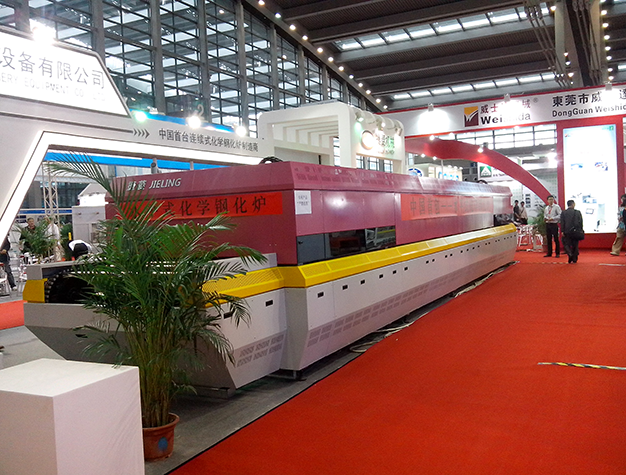
厂房设备
Equipment








新闻资讯
赛出精品设备,保证高质量服务

2024
01-09
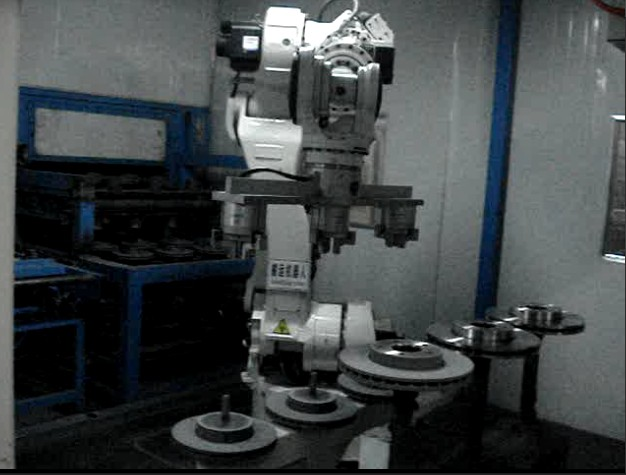
喷涂机器人的特点、规格及应用
喷涂机器人又叫喷漆机器人(spray painting robot), 是可进行自动喷漆或喷涂其他涂料的工业机器人,1969年由挪威 Trallfa 公司 (后并入ABB集 团) 发明。喷漆机器人主要由机器人本体、计算机和相应的控制系统组成,液压驱 动的喷漆机器人还包括液压油源,如油泵、油箱和电机等。多采用5或6自由度关节式结构,手臂有较大的
2024
01-09
汽车刹车盘自动喷涂的涂层质量检验方法
刹车盘的涂层要求严格,无论是人工喷还是机器人自动喷涂,都要求涂膜均匀一致。而检验涂层质量主要是从涂层的粘着力、耐盐雾耐腐蚀性、耐化学品性、耐摩擦力这几个方面去检验。1.刹车盘涂层粘着力实验交叉切割试验法:试验按照DIN EN ISO 2409。要求:特征值≤1。胶带试验法:在涂层上划一个X形的线。把胶带粘在划线上,并且
2024
01-09
汽车零部件上的电泳涂装技术-浙江捷菱智能装备有限公司
汽车零部件用阴极电泳涂料的性能最早汽车零部件(如钢制车轮、车架等)都是采用浸漆(环氧沥青漆)和喷漆(喷涂溶剂型涂料、醇酸漆、硝基漆等)进行表面防护处理,耐腐蚀性能很差(耐盐雾不到100h),而且具有火灾危险性。为了解决这一问题,在20世纪六七十年代采用阳极电泳涂装替代浸漆,开始采用的是纯酚醛、环氧阳极电泳
2024
01-09
揭秘汽车涂装工艺生产流程---浙江捷菱智能装备有限公司
汽车涂装一般指轿车、客车、载货汽车等各种类型汽车车身以及零部件的涂装。汽车作为现代化的交通工具之一,其外表面90%以上是涂漆面,涂层质量(外观、鲜映性、光泽、颜色等)的优劣是人们对汽车质量的直观评价,因此它是直接影响汽车人市场的竞争力。另外,涂装质量也是提高汽车产品的耐腐蚀性并延长使用寿命的主要措施之一
工程案例
Certifications